












Mikrobearbeitung als Uhrmacherkunst
Namhafte Uhrenmanufakturen leben von der exklusiven Qualität ihrer Produkte.
Kleinste Uhrenteile bedeuten Präzision auf wenige Tausendstel Millimeter: Ob Zeiger, Ziffenblätter, Federn, Hebel, oder Gravuren.
Erst die Zusammenarbeit zwischen traditionellen Uhrmachern mit Fingerspitzengefühl und spezialisierten Lasermikrobearbeitern ermöglicht individuelles Design und komplizierte Mechanik.
Kleinste Uhrenteile bedeuten Präzision auf wenige Tausendstel Millimeter: Ob Zeiger, Ziffenblätter, Federn, Hebel, oder Gravuren.
Erst die Zusammenarbeit zwischen traditionellen Uhrmachern mit Fingerspitzengefühl und spezialisierten Lasermikrobearbeitern ermöglicht individuelles Design und komplizierte Mechanik.
Das neue Urkilo mit Lasermarkierung
Seit Jahren wird weltweit geforscht, um die Maßeinheit für ein Kilogramm neu zu definieren und ein konstantes Maß zu finden.
In der Physikalisch-Technischen Bundesanstalt (PTB) setzt man in diesem Zusammenhang auf Naturkonstanten, auf Atome aus dem ein bestimmter Kristall besteht.
Reinstes Silizium ist der Schlüssel für die Definition eines neuen, konstanten Kilogramms.
Zum Ausrichten der Kugeln für die zahlreichen Messungen sind möglichst schädigungsarme Markierungen notwendig.
Auf der Suche nach einer geeigneten Methode wurde die PTB in Braunschweig bei Micreon fündig.
Zum Ausrichten der Kugeln für die zahlreichen Messungen sind möglichst schädigungsarme Markierungen notwendig.
Auf der Suche nach einer geeigneten Methode wurde die PTB in Braunschweig bei Micreon fündig.
Laserphysik mit Nobelpreis geehrt



Dass die Mikrobearbeitung mit Ultrakurzpuls-Lasern nobelpreisverdächtig ist, wurde jetzt bestätigt!
Der Nobelpreis für Physik wurde im Jahr 2018 zur Hälfte an Arthur Ashkin "für die Entwicklung optischer Pinzetten und deren Anwendung in der Biologie" verliehen, zur anderen Hälfte gemeinsam an Gérard Mourou und Donna Strickland "für die Entwicklung einer Methode, mit der sich hochenergetische, ultrakurze optische Pulse erzeugen lassen".
Mit ihren Arbeiten haben die ausgezeichneten Wissenschaftler die Laserphysik revolutioniert, so das Nobelpreiskomitee.
Zum Video der Preisverleihung: Donna Strickland: 2018 Nobel Lectures in Physics
Zum Video der Preisverleihung: Gérard Mourou: 2018 Nobel Lectures in Physics
Der Nobelpreis für Physik wurde im Jahr 2018 zur Hälfte an Arthur Ashkin "für die Entwicklung optischer Pinzetten und deren Anwendung in der Biologie" verliehen, zur anderen Hälfte gemeinsam an Gérard Mourou und Donna Strickland "für die Entwicklung einer Methode, mit der sich hochenergetische, ultrakurze optische Pulse erzeugen lassen".
Mit ihren Arbeiten haben die ausgezeichneten Wissenschaftler die Laserphysik revolutioniert, so das Nobelpreiskomitee.
Zum Video der Preisverleihung: Donna Strickland: 2018 Nobel Lectures in Physics
Zum Video der Preisverleihung: Gérard Mourou: 2018 Nobel Lectures in Physics
Schneller als die Wärme fließt
Hohe verarbeitungsqualität macht den UKPlaser für die Industrie attraktiv
Der Einsatz von extrem kurzen Laserpulsen ist für die industrielle Materialbearbeitung zunehmend attraktiv, vor allem bei filigranen Strukturen
und temperaturempfindlichen Werkstoffen. Aufgrund der technischen Charakterisitik bietet der Ultrakurzpuls-Lasrer hier neue Möglichkeiten
hinsichtlich Präzision und Verarbeitungsqualität.
Die Bearbeitung von Kunststoffen mithilfe von Lasern ist in der Industrie längst verbreitet, insbesondere zum Abtragen (Ablation)
von Material, etwas beim Bohren, Schneiden oder Strukturieren. Das Laserverfahren ist generell für komplexe und feine Strukturen
anwendbar, da sich der Laserstrahl flexibal ausrichten und star fokussieren lässt.
Folgen unterschiedlicher Pulsdauer
Mit konventionellen Laserquellen sind theoretisch Auflösungen in der Größenordnung der Laserwellenlänge erreichbar. Sie liegt
beim Kohlenstoffdioxid-Laser (CO2-Laser) bei etwa 10μm,m beim Titan-Saphir-Laser oder
Neodym-Yttrium-Aluminium-Granat-Laser (Nd:YAG-Laser) bei etwas 1μm. Praktisch erreichbarre Auflösungen mit konventionellen Lasern
liegen jedoch je nach dem zu bearbeitenden Material etwas bei ein bis zwei Größenordnungen höher. Grund dafür sind thermische
Prozesse, bei denen das verbleibende Material z.B. durch Spannungen, Risse, Abplatzungen, Aufschmelzungen und Grate mechanisch
geschädigt wird.
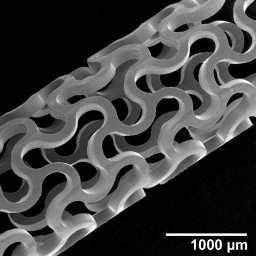
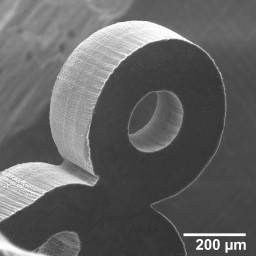
Biopolymer-Stent: links die mit einem Femtosekunden-Laser aus bioresorbierendem Kunststoff gefertigte Struktur der Gefäßwandstütze,
rechts in der Detailansicht eien Fixierung für den Röntgenmarker.
Solche Schädigungen treten bei Ultrakurzpuls-Lasern (UKP-Lasern) aufgrund der deutlich kürzeren Pulsdauer nicht auf.
Nachteil konventioneller Laser ist auch, dass sie nur Material bearbeiten können, das zu ihrer spezifischen Wellenlänbge passt, also eine ausreichend hohe Absorption bei der eingestrahlten Wellenlänge aufweist. Diese Einschränkung lässt sich durch die Verwendung von Ultrakurzpuls-Lasern vermeiden.
Nachteil konventioneller Laser ist auch, dass sie nur Material bearbeiten können, das zu ihrer spezifischen Wellenlänbge passt, also eine ausreichend hohe Absorption bei der eingestrahlten Wellenlänge aufweist. Diese Einschränkung lässt sich durch die Verwendung von Ultrakurzpuls-Lasern vermeiden.
Denn während kontinuierlich bzw. mit niedrigen Pulsfrequenzen arbeitende Laser Materialien durch
thermisches Aufschmelzen bearbeiten und sich damit nur für Werkstoffe eigenen, die ihre spezifische Wellenlänge gut absorbieren, tritt
bei Ultrakurzpuls-Lasern aufgrund der kurzzeitig hohen Spitzenintensität die Bedeutung der Wellenlänge immer mehr in den Hintergrund,
sodass sie für nahezu alle Werkstoffe (auch transparente) geeignet sind.
Funktionsweise des
Ultrakurzpuls-Lasers
Erreichen lassen sich die im ultrakurzpuls-Laser benötigten kurzen, hochenergetischen Pulse durch das Prinzip der Modenkopplung. Dabei
werden die innerhalb des Lasers schwingenden Eigenzustände (Moden) in möglichst hoher Anzahl synchronisiert, um sehr kurze Lichtpulse
zu erzielen, die durch die Überlagerung eine extrem hohe Intensitätsverstärkung erfahren. Resultat ist, dass die hochenergetischen Lichtpulse
über einen sehr kurzen Zeitraum einen vielfach höheren Energeieintrag in den Werkstoff ermöglichen, als es die kontinuierliche Leistung des
Lasers ermöglichen würde. Mit einer kontinuierlichen Leistung von 10W lassen sich so Pikosekunden-Impulse von einigen GW•cm-2 erzeugen.
Mikroexplosionen statt Aufschmelzen
Währen konventionelle Laser ihre Leistung kontinuierlich oder in Pulsen bis zu einigen Nanosekunden (10-9s) Dauer abgeben,
liegen die Pulsdauern von UKP-Lasern im Bereich von Pikosekunden (10-12s) oder wenigen Femtosekunden (10-15s).
Die besondere Wirkung von UKP-Lasern beruht daraus, dass die Dauer der laserpulse kürzer als die für die Wärmediffusion benötigte Zeit.
Aufgrund der kurzzeitig sehr hohen Laserintensität (siehe Kasten) ensteht so ein lokales Temperaturungleichgewicht, das nicht mit dem
umgebenden Material ausgeglichen werden kann. Statt wie beim konventionellen Laser erst aufzuschmelzen und dann zu verdampfen, geht das mit einem
UKP-Laserimpuls beaufschlagte Material sofort in den gasförmigern Aggregatzustand über (Sublimation).
Obwohl solche Ultrakurzpulse Material in lokalen Mikroexplosionen abtragen, verläuft der Vorgang so schnell, dass das umgebende Material davon weitgehen unbeeinflusst bleibt. Auf diese Weise sind sehr geringe und präzise Ablationsvolumen erreichbar, sodass auch dünne Materialschichten abgetragen werden können. Damit lassen sich - je nach Schmelzpunkt und Wärmeleitfähigkeit des Materials - rund 100-fach feinere Strukturen erzeugen als mit konventionellem Laser.
Obwohl solche Ultrakurzpulse Material in lokalen Mikroexplosionen abtragen, verläuft der Vorgang so schnell, dass das umgebende Material davon weitgehen unbeeinflusst bleibt. Auf diese Weise sind sehr geringe und präzise Ablationsvolumen erreichbar, sodass auch dünne Materialschichten abgetragen werden können. Damit lassen sich - je nach Schmelzpunkt und Wärmeleitfähigkeit des Materials - rund 100-fach feinere Strukturen erzeugen als mit konventionellem Laser.
Materialbearbeitung in der Industrie
Aufgrund der hohen Fokussierbarkeit bei gleichzeitig sehr hohem Energieeintrag sind mittels Ultrakurzpuls-Lasern vor allem anspruchsvolle
geometrische Bearbeitungsaufgaben möglich. Genutzt wird das bei der Bearbeitung von Mikrostrukturen, wie beispielsweise dem Ausführen von
hochpräzisen Bohrungen oder dem Schneiden von kleinsten Bauteilen. Ein wichtiges Einsatzgebiet der UKP-Technik für die Kunstoffverarbeitung
findet sich in der Medizintechnik, etwa bei Biostents.
Weiterhin dienen entsprechende Verfahren zur Aufbereitung und Funktionalisierung von Oberflächen. Somit ist es mittels UKP-Laserbearbeitung möglich, verschiedenste Oberflächen hinsichtlich uhrer tribologischen Eigenschaften einzustellen und somit gewünschte Charakteristiken hinsichtlich Haftung und Benetzbarkeit zu erzielen. Ein Beispiel ist hierfür das Verhalten einer Oberfläche im Rahmen der Benetzung mit Flüssigkeiten, also die gezielte Erzeugung von hydrophilem oder hydrophobem ("Lotuseffekt") Verhalten.
Weiterhin dienen entsprechende Verfahren zur Aufbereitung und Funktionalisierung von Oberflächen. Somit ist es mittels UKP-Laserbearbeitung möglich, verschiedenste Oberflächen hinsichtlich uhrer tribologischen Eigenschaften einzustellen und somit gewünschte Charakteristiken hinsichtlich Haftung und Benetzbarkeit zu erzielen. Ein Beispiel ist hierfür das Verhalten einer Oberfläche im Rahmen der Benetzung mit Flüssigkeiten, also die gezielte Erzeugung von hydrophilem oder hydrophobem ("Lotuseffekt") Verhalten.
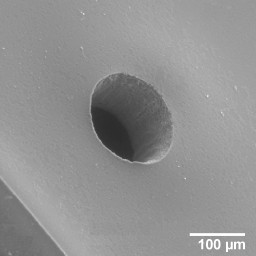
Bohrung im Randbereich einer Kontaktlinse:
Solche mit einem UKP-Laser hergestellte Bohrungen dienen zur besseren Sauerstoffversorgung der Hornhaut.
Solche mit einem UKP-Laser hergestellte Bohrungen dienen zur besseren Sauerstoffversorgung der Hornhaut.
Weiterhin können Ultrakurzpuls-Laserverfahren auch zur Vorbereitung von unterschiedlichen Oberflächen verwendet werden, die im Rahmen klassischer
Fügeverfahren verbunden werden sollen: Über das Aufbringen einer mikroskopisch dimensionierten Struktur in die zu fügende Oberfläche lassen sich
Qualität und Blastbarkeit von Klebe- und Schweißverbindungen steigern. Immmer umfangreicheren Einsatz im Bereich des konstruktiven Leichtbaus
finden Kunstoff-Metall-Compounds. Der Einsatz von Ultrakurzpuls-Lasern schafft hier neue Möglichkeiten. Über eine Oberflächenmodifikation werden
an der Metalloberfläche mikroskopische Strukturen Strukturen erzeugt. Diese Hinterschnitte bietem dem im Fügeprozess verflüssigten Kunststoff die
Möglichkeit, sich hochfest mit dem Metall zu verzahnen.
Attosekunden im Visier
Die Forschung versucht, UKP-Laser immer weiter hinsichtlich der Leistungsdichte zu optimieren. Ein Ziel ist hierbei, die Pulslänge noch weiter zu
reduzieren. Auch wenn sie noch nicht zur Materialbearbeitung eingesetzt werden, sind z.B. für die Spektroskopie und Grundlagenforschun bereits
UKP-Laser anzutreffen, die mit der hohem Aufwand Pulslängen von einigen Attosekunden (10-18s) erzeugen.
Dr. Karlhorst Klotz
Quellenangabe: © Carl Hanser Verlag, München - Kunststoffe 1/2018
Ultrakurze Laserpulse markieren neues Urkilogramm
Seit Jahren wird weltweit geforscht, um die Maßeinheit für ein Kilogramm neu zu definieren und ein konstantes Maß zu finden.
In der Physikalisch-Technischen Bundesanstalt (PTB) setzt man in diesem Zusammenhang auf Naturkonstanten, auf Atome aus dem ein bestimmter Kristall besteht.
Reinstes Silizium ist der Schlüssel für die Definition eines neuen, konstanten Kilogramms.
Zum Ausrichten der Kugeln für die zahlreichen Messungen sind möglichst schädigungsarme Markierungen notwendig.
Auf der Suche nach einer geeigneten Methode wurde die PTB in Braunschweig bei Micreon fündig.
Zum Ausrichten der Kugeln für die zahlreichen Messungen sind möglichst schädigungsarme Markierungen notwendig.
Auf der Suche nach einer geeigneten Methode wurde die PTB in Braunschweig bei Micreon fündig.
Stents aus bioresorbierbaren Polymeren retten Menschen
Sogenannte Bio-Stents aus bioresorbierbaren Polymeren haben den besonderen Vorteil, dass sie sich nach Heilung des Gefäßes wieder auflösen.
Da bioresorbierbare Polymere sehr temperaturempfindlich sind, ist der Ultrakurzpuls-Laser das einzige Werkzeug, mit dem die fein strukturierten Bauteile ohne Schädigung hergestellt werden können.
Neue Unternehmenswebsite online
Mit dem Relaunch der Website bietet die Micreon GmbH seinen Kunden und Usern ein zeitgemäßes Online-Angebot mit klarer Struktur.
Die neue Website unterstützt unsere Nutzer und Kunden bestmöglich beim Dialog mit unseren Mitarbeitern bzw. bei der Informationsbeschaffung.
Die neue Website unterstützt unsere Nutzer und Kunden bestmöglich beim Dialog mit unseren Mitarbeitern bzw. bei der Informationsbeschaffung.